Services
We specialize in all aspects of NDT and are dedicated to providing you with exceptional service.




Contact Method
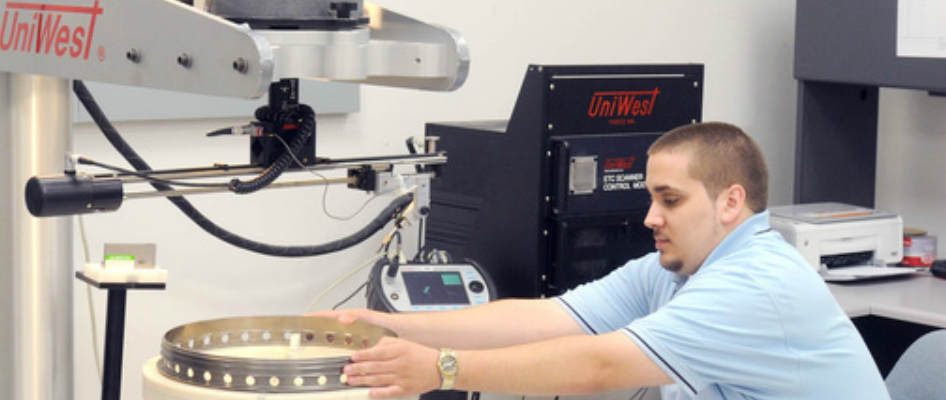
Unlike the immersion method, contact testing is normally used on complex geometry parts such as blades, vanes, fabricated parts and composite materials consisting of welds and/or brazes.






Contact Method
Unlike the immersion method, contact testing is normally used on complex geometry parts such as blades, vanes, fabricated parts and composite materials consisting of welds and/or brazes.